ການກັດກ່ອນແມ່ນການທຳລາຍ ຫຼື ການເສື່ອມສະພາບຂອງວັດສະດຸ ຫຼື ຄຸນສົມບັດຂອງມັນທີ່ເກີດຈາກສິ່ງແວດລ້ອມ. ການກັດກ່ອນສ່ວນໃຫຍ່ເກີດຂຶ້ນໃນສະພາບແວດລ້ອມຂອງບັນຍາກາດ, ເຊິ່ງປະກອບດ້ວຍອົງປະກອບທີ່ກັດກ່ອນ ແລະ ປັດໄຈທີ່ກັດກ່ອນເຊັ່ນ: ອົກຊີເຈນ, ຄວາມຊຸ່ມຊື່ນ, ການປ່ຽນແປງຂອງອຸນຫະພູມ ແລະ ມົນລະພິດ.
ການກັດກ່ອນແບບວົງຈອນແມ່ນການກັດກ່ອນໃນບັນຍາກາດທີ່ພົບເລື້ອຍ ແລະ ທຳລາຍຫຼາຍທີ່ສຸດ. ການກັດກ່ອນແບບວົງຈອນເທິງໜ້າຜິວຂອງວັດສະດຸໂລຫະແມ່ນເກີດຈາກໄອອອນຄລໍໄຣດ໌ທີ່ມີຢູ່ໃນໜ້າຜິວໂລຫະຂອງຊັ້ນອົກຊິເດຊັນ ແລະ ຊັ້ນປ້ອງກັນຂອງການເຈາະເຂົ້າສູ່ໜ້າຜິວໂລຫະ ແລະ ປະຕິກິລິຍາທາງໄຟຟ້າເຄມີພາຍໃນຂອງໂລຫະທີ່ເກີດຈາກ. ໃນເວລາດຽວກັນ, ໄອອອນຄລໍໄຣດ໌ມີພະລັງງານຄວາມຊຸ່ມຊື່ນທີ່ແນ່ນອນ, ງ່າຍຕໍ່ການດູດຊຶມໃນຮູຂຸມຂົນຂອງໜ້າຜິວໂລຫະ, ຮອຍແຕກຈະອັດແໜ້ນ ແລະ ທົດແທນອົກຊີເຈນໃນຊັ້ນອົກຊິເດຊັນ, ອົກຊິເດຊັນທີ່ບໍ່ລະລາຍຈະກາຍເປັນຄລໍໄຣດ໌ທີ່ລະລາຍ, ດັ່ງນັ້ນຈຶ່ງເຮັດໃຫ້ສະພາບຂອງໜ້າຜິວກາຍເປັນໜ້າຜິວທີ່ມີການເຄື່ອນໄຫວ.
ການທົດສອບການກັດກ່ອນແບບວົງຈອນ ແມ່ນການທົດສອບສິ່ງແວດລ້ອມປະເພດໜຶ່ງ ສ່ວນໃຫຍ່ແມ່ນໃຊ້ອຸປະກອນທົດສອບການກັດກ່ອນແບບວົງຈອນ ເພື່ອສ້າງການຈຳລອງສະພາບແວດລ້ອມການກັດກ່ອນແບບວົງຈອນໂດຍປະດິດ ເພື່ອປະເມີນຄວາມຕ້ານທານການກັດກ່ອນຂອງຜະລິດຕະພັນ ຫຼື ວັດສະດຸໂລຫະ. ມັນແບ່ງອອກເປັນສອງປະເພດ, ໜຶ່ງສຳລັບການທົດສອບການສຳຜັດກັບສະພາບແວດລ້ອມທຳມະຊາດ ແລະ ອີກປະເພດໜຶ່ງສຳລັບການຈຳລອງແບບເລັ່ງລັດແບບວົງຈອນ ໂດຍປະດິດ.
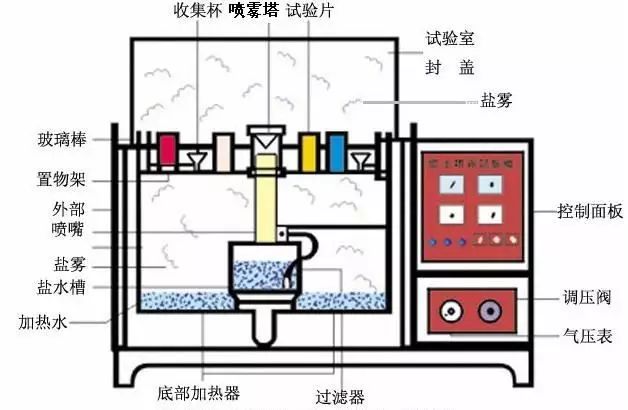
ການຈຳລອງແບບທຽມຂອງການທົດສອບສິ່ງແວດລ້ອມ Cyclic Corrosion ແມ່ນການນຳໃຊ້ອຸປະກອນທົດສອບພື້ນທີ່ປະລິມານທີ່ແນ່ນອນ - ຫ້ອງທົດສອບ Cyclic Corrosion (ຮູບ), ໃນປະລິມານພື້ນທີ່ຂອງມັນດ້ວຍວິທີການທຽມ, ເຊິ່ງສົ່ງຜົນໃຫ້ສະພາບແວດລ້ອມ Cyclic Corrosion ປະເມີນຄຸນນະພາບຂອງຄວາມຕ້ານທານການກັດກ່ອນ Cyclic Corrosion ຂອງຜະລິດຕະພັນ.
ເມື່ອປຽບທຽບກັບສະພາບແວດລ້ອມທຳມະຊາດ, ຄວາມເຂັ້ມຂຸ້ນຂອງເກືອຂອງຄລໍໄຣດ໌ໃນສະພາບແວດລ້ອມການກັດກ່ອນແບບວົງຈອນສາມາດສູງກວ່າສະພາບແວດລ້ອມທຳມະຊາດທົ່ວໄປຫຼາຍເທົ່າ ຫຼື ຫຼາຍສິບເທົ່າ, ດັ່ງນັ້ນອັດຕາການກັດກ່ອນຈຶ່ງເພີ່ມຂຶ້ນຢ່າງຫຼວງຫຼາຍ, ການທົດສອບການກັດກ່ອນແບບວົງຈອນໃນຜະລິດຕະພັນຈຶ່ງໃຊ້ເວລາໃນການໃຫ້ຜົນໄດ້ຮັບສັ້ນລົງຢ່າງຫຼວງຫຼາຍ. ເຊັ່ນໃນສະພາບແວດລ້ອມການສຳຜັດກັບທຳມະຊາດສຳລັບການທົດສອບຕົວຢ່າງຜະລິດຕະພັນ, ການກັດກ່ອນອາດຈະໃຊ້ເວລາ 1 ປີ, ໃນຂະນະທີ່ການຈຳລອງສະພາບແວດລ້ອມການກັດກ່ອນແບບວົງຈອນສາມາດໃຊ້ເວລາໄດ້ເຖິງ 24 ຊົ່ວໂມງ, ທ່ານສາມາດໄດ້ຮັບຜົນໄດ້ຮັບທີ່ຄ້າຍຄືກັນ.
ການກັດກ່ອນແບບວົງຈອນທີ່ຈຳລອງໃນຫ້ອງທົດລອງສາມາດແບ່ງອອກເປັນສີ່ປະເພດ
(1)ການທົດສອບການກັດກ່ອນແບບວົງຈອນທີ່ເປັນກາງ (ການທົດສອບ NSS)ເປັນວິທີການທົດສອບການກັດກ່ອນແບບເລັ່ງລັດທີ່ປາກົດຂຶ້ນກ່ອນໜ້ານີ້ ແລະ ປະຈຸບັນເປັນວິທີທີ່ໃຊ້ກັນຢ່າງກວ້າງຂວາງທີ່ສຸດ. ມັນໃຊ້ສານລະລາຍໂຊດຽມຄລໍໄຣດ໌ 5%, ຄ່າ PH ຂອງສານລະລາຍຖືກປັບໃຫ້ຢູ່ໃນລະດັບກາງ (6.5 ~ 7.2) ເປັນສານລະລາຍສຳລັບການສີດພົ່ນ. ອຸນຫະພູມທົດສອບແມ່ນ 35 ℃, ອັດຕາການຕົກຕະກອນຂອງ Cyclic Corrosion ຕ້ອງການໃນ 1 ~ 2ml/80cm/h.
(2)ການທົດສອບການກັດກ່ອນແບບວົງຈອນຂອງກົດອະຊິຕິກ (ການທົດສອບ ASS)ຖືກພັດທະນາຂຶ້ນໂດຍອີງໃສ່ການທົດສອບການກັດກ່ອນແບບວົງຈອນທີ່ເປັນກາງ. ມັນແມ່ນການເພີ່ມກົດອາເຊຕິກກ້ອນນ້ຳກ້ອນໃນສານລະລາຍໂຊດຽມຄລໍໄຣ 5%, ເພື່ອໃຫ້ຄ່າ PH ຂອງສານລະລາຍຫຼຸດລົງເຫຼືອປະມານ 3, ສານລະລາຍຈະກາຍເປັນກົດ, ແລະ ການສ້າງສຸດທ້າຍຂອງການກັດກ່ອນແບບວົງຈອນຍັງປ່ຽນຈາກການກັດກ່ອນແບບວົງຈອນທີ່ເປັນກາງໄປເປັນກົດ. ອັດຕາການກັດກ່ອນຂອງມັນໄວກວ່າການທົດສອບ NSS ປະມານ 3 ເທົ່າ.
(3)ການທົດສອບການກັດກ່ອນແບບວົງຈອນຂອງກົດອະຊິຕິກເລັ່ງເກືອທອງແດງ (ການທົດສອບ CASS)ເປັນການທົດສອບການກັດກ່ອນແບບວົງຈອນທີ່ພັດທະນາຂຶ້ນໃໝ່ຈາກຕ່າງປະເທດ, ອຸນຫະພູມທົດສອບ 50 ℃, ສານລະລາຍເກືອທີ່ມີເກືອທອງແດງໜ້ອຍໜຶ່ງ - ທອງແດງຄລໍໄຣດ໌, ເຮັດໃຫ້ເກີດການກັດກ່ອນຢ່າງແຮງ. ອັດຕາການກັດກ່ອນຂອງມັນແມ່ນປະມານ 8 ເທົ່າຂອງການທົດສອບ NSS.
(4)ການທົດສອບການກັດກ່ອນແບບວົງຈອນສະຫຼັບເປັນການທົດສອບການກັດກ່ອນແບບວົງຈອນທີ່ສົມບູນແບບ, ເຊິ່ງຕົວຈິງແລ້ວແມ່ນການທົດສອບການກັດກ່ອນແບບວົງຈອນທີ່ເປັນກາງບວກກັບການທົດສອບຄວາມຊຸ່ມຊື່ນ ແລະ ຄວາມຮ້ອນຄົງທີ່. ສ່ວນໃຫຍ່ແມ່ນໃຊ້ສຳລັບຜະລິດຕະພັນທັງໝົດແບບຊ່ອງ, ໂດຍຜ່ານການເຈາະເຂົ້າໄປໃນສະພາບແວດລ້ອມທີ່ຊຸ່ມຊື່ນ, ດັ່ງນັ້ນການກັດກ່ອນແບບວົງຈອນບໍ່ພຽງແຕ່ເກີດຂຶ້ນຢູ່ເທິງໜ້າຜິວຂອງຜະລິດຕະພັນເທົ່ານັ້ນ, ແຕ່ຍັງເກີດຂຶ້ນພາຍໃນຜະລິດຕະພັນອີກດ້ວຍ. ມັນແມ່ນຜະລິດຕະພັນໃນສະພາບແວດລ້ອມສອງຢ່າງທີ່ການກັດກ່ອນແບບວົງຈອນ ແລະ ຄວາມຮ້ອນຊຸ່ມສະຫຼັບກັນ, ແລະສຸດທ້າຍປະເມີນຄຸນສົມບັດທາງໄຟຟ້າ ແລະ ກົນຈັກຂອງຜະລິດຕະພັນທັງໝົດໂດຍມີການປ່ຽນແປງ ຫຼື ບໍ່ມີການປ່ຽນແປງ.
ຜົນການທົດສອບຂອງການທົດສອບການກັດກ່ອນແບບວົງຈອນໂດຍທົ່ວໄປແມ່ນໃຫ້ໃນຮູບແບບເຊີງຄຸນນະພາບແທນທີ່ຈະເປັນຮູບແບບປະລິມານ. ມີວິທີການຕັດສິນສະເພາະສີ່ຢ່າງ.
①ວິທີການຕັດສິນການໃຫ້ຄະແນນແມ່ນພື້ນທີ່ການກັດກ່ອນ ແລະ ເນື້ອທີ່ທັງໝົດຂອງອັດຕາສ່ວນຂອງເປີເຊັນຕາມວິທີການແບ່ງອອກເປັນຫຼາຍລະດັບ, ໃນລະດັບໃດໜຶ່ງເປັນພື້ນຖານການຕັດສິນທີ່ມີຄຸນວຸດທິ, ມັນເໝາະສົມສຳລັບຕົວຢ່າງຮາບພຽງສຳລັບການປະເມີນຜົນ.
②ວິທີການຕັດສິນການຊັ່ງນໍ້າໜັກແມ່ນຜ່ານນ້ຳໜັກຂອງຕົວຢ່າງກ່ອນ ແລະ ຫຼັງວິທີການຊັ່ງນ້ຳໜັກການທົດສອບການກັດກ່ອນ, ຄິດໄລ່ນ້ຳໜັກຂອງການສູນເສຍການກັດກ່ອນເພື່ອຕັດສິນຄຸນນະພາບຂອງຄວາມຕ້ານທານການກັດກ່ອນຂອງຕົວຢ່າງ, ມັນເໝາະສົມໂດຍສະເພາະສຳລັບການປະເມີນຄຸນນະພາບຄວາມຕ້ານທານການກັດກ່ອນຂອງໂລຫະ.
③ວິທີການກໍານົດຮູບລັກສະນະທີ່ກັດກ່ອນເປັນວິທີການກໍານົດຄຸນນະພາບ, ມັນແມ່ນການທົດສອບການກັດກ່ອນແບບວົງຈອນ, ບໍ່ວ່າຜະລິດຕະພັນຈະຜະລິດປະກົດການການກັດກ່ອນເພື່ອກໍານົດຕົວຢ່າງ, ມາດຕະຖານຜະລິດຕະພັນທົ່ວໄປສ່ວນໃຫຍ່ແມ່ນໃຊ້ໃນວິທີການນີ້.
④ວິທີການວິເຄາະທາງສະຖິຕິຂໍ້ມູນການກັດກ່ອນໃຫ້ການອອກແບບການທົດສອບການກັດກ່ອນ, ການວິເຄາະຂໍ້ມູນການກັດກ່ອນ, ຂໍ້ມູນການກັດກ່ອນເພື່ອກຳນົດລະດັບຄວາມໝັ້ນໃຈຂອງວິທີການ, ເຊິ່ງສ່ວນໃຫຍ່ແມ່ນໃຊ້ເພື່ອວິເຄາະ, ການກັດກ່ອນທາງສະຖິຕິ, ແທນທີ່ຈະເປັນສະເພາະສຳລັບການຕັດສິນຄຸນນະພາບຜະລິດຕະພັນສະເພາະ.
ການທົດສອບການກັດກ່ອນແບບວົງຈອນຂອງເຫຼັກສະແຕນເລດ
ການທົດສອບການກັດກ່ອນແບບວົງຈອນໄດ້ຖືກປະດິດຂຶ້ນໃນຕົ້ນສະຕະວັດທີ 20, ເປັນການນໍາໃຊ້ "ການທົດສອບການກັດກ່ອນ" ທີ່ຍາວນານທີ່ສຸດ, ເປັນວັດສະດຸທີ່ທົນທານຕໍ່ການກັດກ່ອນສູງທີ່ໄດ້ຮັບຄວາມໂປດປານຈາກຜູ້ໃຊ້, ໄດ້ກາຍເປັນການທົດສອບ "ທົ່ວໄປ". ເຫດຜົນຫຼັກໆມີດັ່ງນີ້: ① ປະຢັດເວລາ; ② ລາຄາຖືກ; ③ ສາມາດທົດສອບວັດສະດຸຫຼາກຫຼາຍຊະນິດ; ④ ຜົນໄດ້ຮັບແມ່ນງ່າຍດາຍ ແລະ ຊັດເຈນ, ເປັນປະໂຫຍດຕໍ່ການແກ້ໄຂຂໍ້ຂັດແຍ່ງທາງການຄ້າ.
ໃນທາງປະຕິບັດ, ການທົດສອບການກັດກ່ອນແບບວົງຈອນຂອງເຫຼັກສະແຕນເລດແມ່ນເປັນທີ່ຮູ້ຈັກກັນຢ່າງກວ້າງຂວາງທີ່ສຸດ - ການທົດສອບການກັດກ່ອນແບບວົງຈອນຂອງວັດສະດຸນີ້ສາມາດທົດສອບໄດ້ຈັກຊົ່ວໂມງ? ຜູ້ປະຕິບັດຕ້ອງບໍ່ແມ່ນຄົນແປກໜ້າສຳລັບຄຳຖາມນີ້.
ຜູ້ຂາຍວັດສະດຸມັກຈະໃຊ້ການເຮັດໃຫ້ເປັນຕົວອ່ອນການປິ່ນປົວ ຫຼືປັບປຸງລະດັບການຂັດພື້ນຜິວ, ແລະອື່ນໆ, ເພື່ອປັບປຸງເວລາທົດສອບການກັດກ່ອນແບບວົງຈອນຂອງເຫຼັກສະແຕນເລດ. ຢ່າງໃດກໍຕາມ, ປັດໄຈກຳນົດທີ່ສຳຄັນທີ່ສຸດແມ່ນສ່ວນປະກອບຂອງເຫຼັກສະແຕນເລດເອງ, ເຊັ່ນ: ປະລິມານຂອງໂຄຣມຽມ, ໂມລິບດີນຳ ແລະ ນິກເກີນ.
ຍິ່ງມີສ່ວນປະກອບຂອງສອງອົງປະກອບຄື ໂຄຣມຽມ ແລະ ໂມລິບດີນຳ ສູງເທົ່າໃດ, ປະສິດທິພາບການກັດກ່ອນທີ່ຕ້ອງການເພື່ອຕ້ານທານການກັດກ່ອນແບບເປັນຈຸດໆ ແລະ ຮອຍແຕກກໍ່ຍິ່ງແຂງແຮງຂຶ້ນເທົ່ານັ້ນ. ຄວາມຕ້ານທານການກັດກ່ອນນີ້ສະແດງອອກໃນຮູບແບບຂອງສິ່ງທີ່ເອີ້ນວ່າຄວາມຕ້ານທານ Pitting ທຽບເທົ່າຄ່າ (PRE): PRE = %Cr + 3.3 x %Mo.
ເຖິງແມ່ນວ່ານິກເກີນບໍ່ໄດ້ເພີ່ມຄວາມຕ້ານທານຂອງເຫຼັກຕໍ່ການກັດກ່ອນແບບເປັນຈຸດໆ ແລະ ຮອຍແຕກ, ແຕ່ມັນສາມາດຫຼຸດອັດຕາການກັດກ່ອນໄດ້ຢ່າງມີປະສິດທິພາບຫຼັງຈາກຂະບວນການກັດກ່ອນໄດ້ເລີ່ມຕົ້ນ. ດັ່ງນັ້ນ, ເຫຼັກສະແຕນເລດອໍສະເຕນິດທີ່ມີນິກເກີນມັກຈະມີປະສິດທິພາບດີກວ່າຫຼາຍໃນການທົດສອບການກັດກ່ອນແບບວົງຈອນ, ແລະ ກັດກ່ອນຮຸນແຮງໜ້ອຍກວ່າເຫຼັກສະແຕນເລດເຟີຣິຕິກທີ່ມີນິກເກີນຕ່ຳທີ່ມີຄວາມຕ້ານທານຄ້າຍຄືກັນກັບການກັດກ່ອນແບບເປັນຈຸດໆ.
ເລື່ອງເລັກໆນ້ອຍໆ: ສຳລັບມາດຕະຖານ 304, ການກັດກ່ອນແບບວົງຈອນທີ່ເປັນກາງໂດຍທົ່ວໄປແມ່ນຢູ່ລະຫວ່າງ 48 ຫາ 72 ຊົ່ວໂມງ; ສຳລັບມາດຕະຖານ 316, ການກັດກ່ອນແບບວົງຈອນທີ່ເປັນກາງໂດຍທົ່ວໄປແມ່ນຢູ່ລະຫວ່າງ 72 ຫາ 120 ຊົ່ວໂມງ.
ຄວນສັງເກດວ່າທີ່ການກັດກ່ອນແບບວົງຈອນການທົດສອບມີຂໍ້ເສຍປຽບທີ່ສຳຄັນເມື່ອທົດສອບຄຸນສົມບັດຂອງເຫຼັກສະແຕນເລດ.ປະລິມານຄລໍໄຣດ໌ຂອງການກັດກ່ອນແບບວົງຈອນໃນການທົດສອບການກັດກ່ອນແບບວົງຈອນແມ່ນສູງຫຼາຍ, ເກີນສະພາບແວດລ້ອມຕົວຈິງຫຼາຍ, ສະນັ້ນເຫຼັກສະແຕນເລດທີ່ສາມາດຕ້ານທານການກັດກ່ອນໃນສະພາບແວດລ້ອມການນຳໃຊ້ຕົວຈິງທີ່ມີປະລິມານຄລໍໄຣດ໌ຕ່ຳຫຼາຍກໍ່ຈະຖືກກັດກ່ອນໃນການທົດສອບການກັດກ່ອນແບບວົງຈອນ.
ການທົດສອບການກັດກ່ອນແບບວົງຈອນປ່ຽນແປງພຶດຕິກຳການກັດກ່ອນຂອງເຫຼັກສະແຕນເລດ, ມັນບໍ່ສາມາດຖືວ່າເປັນການທົດສອບແບບເລັ່ງລັດ ຫຼື ການທົດລອງແບບຈຳລອງໄດ້. ຜົນໄດ້ຮັບແມ່ນດ້ານດຽວ ແລະ ບໍ່ມີຄວາມສຳພັນທີ່ທຽບເທົ່າກັບປະສິດທິພາບຕົວຈິງຂອງເຫຼັກສະແຕນເລດທີ່ຖືກນຳໃຊ້ໃນທີ່ສຸດ.
ດັ່ງນັ້ນພວກເຮົາສາມາດໃຊ້ການທົດສອບການກັດກ່ອນແບບວົງຈອນເພື່ອປຽບທຽບຄວາມຕ້ານທານການກັດກ່ອນຂອງເຫຼັກສະແຕນເລດປະເພດຕ່າງໆ, ແຕ່ການທົດສອບນີ້ສາມາດໃຫ້ຄະແນນວັດສະດຸເທົ່ານັ້ນ. ເມື່ອເລືອກວັດສະດຸເຫຼັກສະແຕນເລດໂດຍສະເພາະ, ການທົດສອບການກັດກ່ອນແບບວົງຈອນຢ່າງດຽວມັກຈະບໍ່ໃຫ້ຂໍ້ມູນທີ່ພຽງພໍ, ເພາະວ່າພວກເຮົາບໍ່ມີຄວາມເຂົ້າໃຈພຽງພໍກ່ຽວກັບການເຊື່ອມໂຍງລະຫວ່າງເງື່ອນໄຂການທົດສອບແລະສະພາບແວດລ້ອມການນຳໃຊ້ຕົວຈິງ.
ດ້ວຍເຫດຜົນດຽວກັນນີ້, ມັນເປັນໄປບໍ່ໄດ້ທີ່ຈະປະເມີນອາຍຸການໃຊ້ງານຂອງຜະລິດຕະພັນໂດຍອີງໃສ່ການທົດສອບການກັດກ່ອນແບບວົງຈອນຂອງຕົວຢ່າງເຫຼັກສະແຕນເລດຢ່າງດຽວ.
ນອກຈາກນັ້ນ, ມັນຍັງບໍ່ສາມາດປຽບທຽບລະຫວ່າງເຫຼັກປະເພດຕ່າງໆໄດ້, ຕົວຢ່າງ, ພວກເຮົາບໍ່ສາມາດປຽບທຽບເຫຼັກສະແຕນເລດກັບເຫຼັກກາກບອນເຄືອບໄດ້, ເພາະວ່າກົນໄກການກັດກ່ອນຂອງສອງວັດສະດຸທີ່ໃຊ້ໃນການທົດສອບແມ່ນແຕກຕ່າງກັນຫຼາຍ, ແລະ ສາຍພົວພັນລະຫວ່າງຜົນການທົດສອບ ແລະ ສະພາບແວດລ້ອມຕົວຈິງທີ່ຜະລິດຕະພັນຈະຖືກນຳໃຊ້ແມ່ນບໍ່ຄືກັນ.

ເວລາໂພສ: ພະຈິກ-06-2023